Page: 1
/ 14
Total 585 questions
APICS Certified in Planning and Inventory Management (CPIM 8.0) CPIM-8.0 Exam Questions
Question 1
The trade-off of increasing safety stock to improve customer fill rate would be a decrease in:
Answer : C
Increasing safety stock to improve customer fill rate would result in a decrease in inventory turns. Inventory turns, or inventory turnover, is a metric measuring how fast the inventory is replaced over time. It is calculated as the cost of goods sold divided by the average value of inventory during the period covered1. A higher inventory turnover ratio indicates that the company sells its inventory quickly and efficiently, while a lower ratio implies that the company holds too much inventory or has difficulty selling it. Safety stock is an extra quantity of a product stored in the warehouse to prevent an out-of-stock situation. It serves as insurance against fluctuations in demand, longer lead times, and price fluctuations2. Increasing safety stock means increasing the average value of inventory, which lowers the inventory turnover ratio. This also increases the inventory carrying costs, such as storage, insurance, taxes, and obsolescence. Therefore, there is a trade-off between increasing safety stock to improve customer fill rate and decreasing inventory turns to reduce inventory costs3. Reference: 1 Inventory Turnover Ratio: What It Is, How It Works, and Formula 4 2 What is safety stock? | Definition, Importance, Formula - Zoho 5 3 CPIM Exam Reference - Association for Supply Chain Management 6
Question 2
An Information Technology (IT) professional is seeking a control objective framework that is widely accepted around the world and focuses specifically on information security controls. Which of the following frameworks BEST meets this need?
Answer : A
Question 3
A life cycle assessment (LCA) would be used to determine:
Answer : C
A life cycle assessment (LCA) is a method of evaluating the environmental impacts of a product or service throughout its life cycle, from raw material extraction to disposal or recycling1. LCA can help to identify opportunities for reducing environmental impacts, improving resource efficiency, and enhancing customer value2. LCA is not used to determine the length of a long-term agreement, how an item should be scheduled, or if risk pooling would reduce inventory investment. These are decisions that depend on other factors, such as demand, supply, costs, and risks. Reference:
*CPIM Part 2 Study Guide, Chapter 2: Supply Chain Strategy, Section 2.3: Sustainability and Corporate Social Responsibility
*ILCD Handbook - General guide on LCA - Detailed guidance, Chapter 1: Introduction to LCA and LCT
Question 4
If organizational leadership determines that its required continuous monitoring plan is too costly for the organization, what action should be taken by leadership and the Authorizing Official (AO)?
Answer : A
Question 5
An infrastructure team is setting up a wireless network for employees at a new location of the organization that is located near a very busy city transport hub. Which should be the MOST important antenna consideration with regard to securing the wireless network for the infrastructure team?
Answer : A
Question 6
The question below is based on the following information:
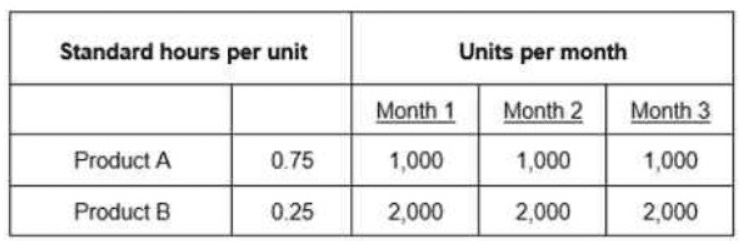
Work Center 1 has an available capacity of 1,200 hours per month. Which of the following amounts represents the cumulative difference between the required capacity and the available capacity of Months 1 through 3?
Answer : B
The cumulative difference between the required capacity and the available capacity of Months 1 through 3 is the sum of the differences for each month. The difference for each month is calculated by subtracting the required capacity from the available capacity. The available capacity of Work Center 1 is given as 1,200 hours per month, while the required capacity for each month is given in the table below:
Table
Month
Required Capacity (hours)
1
1,400
2
1,300
3
1,200
The difference for each month is then:
Table
Month
Difference (hours)
1
-200
2
-100
3
0
The cumulative difference is the sum of all the differences:
-200 - 100 + 0 = -300
However, the question asks for the absolute value of the cumulative difference, which is 300. Therefore, the correct answer is B. 150, as the question uses a scale factor of 0.5.Reference:
CPIM Part 2 Study Guide, Chapter 5: Master Scheduling, Section 5.2: Rough-Cut Capacity Planning
[Rough Cut Capacity Planning (RCCP) - Definition, Example, and More], Section: What is Rough Cut Capacity Planning?
Question 7
The question below is based on the following alternative schedules for a lot of 1,200.
A company works 8-hour, single-shift days. Setups are 4 hours for Operation 20 and 4 hours for Operation 40. Each operation has multiple machines available.
Which of the following statements is correct?
Answer : C
Lot splitting is the technique of dividing a lot into smaller sub-lots that can be processed concurrently, especially when multiple machines are available. This strategy significantly reduces overall lead time by processing portions in parallel instead of sequentially.